
Изделия из нержавеющей стали подвергают термической обработке (закалке) для придания им повышенной твердости. При этом такие показатели, как гибкость и пластичность закалка нержавеющей стали уменьшает. По этой причине горячекатаная и холоднокатаная нержавейка имеют разные показатели твердости итогового сырья.
Суть закалки сводится к нагреву стали до максимальных значений, и остужению при помощи различных сред. Выбор охлаждающего компонента зависит от марки стали. Используют очищенную воду, масло, щелочные и солевые растворы, воздух. Лучшим охладителем считается минеральное масло, так как при его использовании процесс потери тепла происходит медленнее и стабильнее, чем в случае с водой.
Закалка труб 12х18н10т
Как уже было сказано, тонкости доведения металла до совершенства напрямую зависят от состава, в который входит: основной металл с разным уровнем содержания углерода, и легирующие компоненты. В частности закалка 12х18н10т обусловлена тем, что легирующими элементами в этой формуле выступают титан, хром и никель, наделяющие готовое изделие хорошей пластичностью и ударной вязкостью. Закаливание помогает повысить общую твердость сплава до нужных показателей, чтобы сделанные из него трубы могли использоваться в сетях высокого давления.
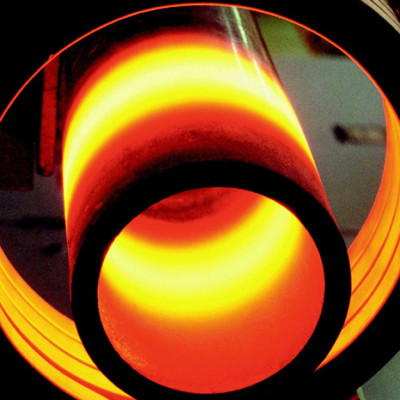
Трубы 12х18н10т твердость после закалки приобретают в результате нагрева и резкого охлаждения водой. Сырье разогревается до значений 1050-1080 °С. Стоит отметить отдельно, что к сортовым маркам стали применяются такие методы упрочнения, как высокотемпературная термическая обработка (ВТМО) на этапе проката. Металл нагревается до минимальных температур деформации на этапе окончания формовки, и поддерживается в этом режиме до момента закаливания.
Марки стали с низким содержанием углерода (менее 0,3%) не подходят для закалки, поэтому перед прокатом их поверхностный слой насыщают углеродом (цементируют). Далее проводят низкий отпуск и закалку. В результате такой процедуры:
- сердцевина изделия не меняет своего первоначального химического состава;
- выносливость и износостойкость возрастают.
Иногда применяют промежуточное насыщение углеродом. В этом случае, заготовка разогревается до 910-950 °С, цементируется, отпускается при 160-180 °С. Иногда температуру отпуска поднимают до 275-350°С. К примеру, так осуществляется закалка стали 14х17н2 и других сходных по составу сплавов.
Закалка труб других марок нержавеющей стали
Все коммуникации из нержавейки можно обрабатывать упомянутыми выше методами, только в одном случае с предварительным цементированием, во втором без такового. Более того, в процессе может участвовать как изделие целиком, так и его отдельные части. Поэтому на вопрос, можно ли закалить нержавеющую сталь, есть однозначный ответ – да! Важнейшим моментом является подбор температуры и продолжительности термического воздействия. Если изделие перегреть, потеря прочности гарантирована.

Вторым по значимости фактором считается равномерность нагрева. Зачастую при однократной выдержке не удается достичь нужных показателей, и процедуру повторяют.



{kind=link}
{kind=link}